行业首次应用无溶剂防火涂料,为桥梁主缆提供长效防腐抗火保护
近日,G59呼北高速湖南段洞庭溪沅水特大桥成功完成主缆无溶剂防火涂料的涂装施工,标志着该技术在国内桥梁主缆防火保护中实现行业首次应用,对提升大跨径悬索桥抗火安全具有里程碑意义。

洞庭溪沅水特大桥位于怀化市沅陵县境内,五强溪水电站下游,全长1707米,主桥设计为跨径800米双塔单跨悬索桥,是湖南省目前在建跨径最大的悬索桥。

大桥跨越沅水下游五强溪水库和五强溪国家湿地公园。桥位区域集山区、库区和生态红线保护区,其优美的桥型与山水融为一体,而这一定位也对其核心结构(如主缆)的长期安全与景观协调性提出了更高要求。
创新背景:主缆防火事关桥梁整体安全
作为悬索桥的“生命线”,主缆承担核心承重作用,但其耐火性能薄弱。
桥梁火灾(尤其是碳氢火灾,温度可达1400°C以上)一旦发生,无保护的主缆钢丝在10分钟内温度可超1000°C,导致强度与弹性模量急剧下降,严重威胁整桥安全。


传统烃类防火涂料在主缆震动、高应力环境下容易脱落,开裂,行业亟需针对性解决方案。
技术突破:专为主缆工况研发的防护体系
洞庭溪沅水特大桥采用创新涂层体系:镀锌专用底漆30μm + 无溶剂防火涂料5mm + 缠包带1mm。

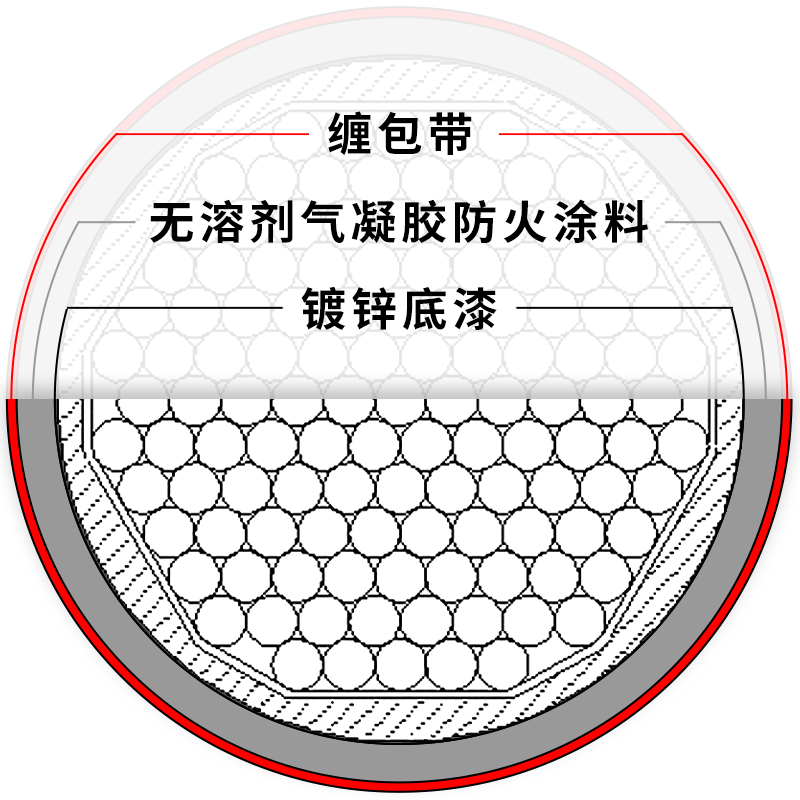
该体系具有以下行业领先特性:
① 复合防火机理
结合气凝胶隔热、膨胀发泡隔热与纳米纤维增韧技术,实现0.5至4小时不等抗火时效。
② 超强抗火性能
仅5mm厚度即可在1100°C碳氢火灾中燃烧90分钟,保证缆索钢丝温度≤300°C。
③ 卓越抗震耐疲劳
通过模拟主缆工况:在拉力状态下百万次震动测试,解决抗火涂层在此条件下开裂、脱落难题。该涂层具备了卓越的延展韧性和抗裂性能,从而有效杜绝了因缆索应力疲劳而导致的涂层开裂、脱落的问题,实现了涂层与主缆的“一体同寿”。
④ 长效防腐与气密性
涂层体系通过Norsok M-501标准4200小时循环耐腐蚀测试,涂层致密有效阻隔外界腐蚀因子向主缆钢丝侵蚀,同时良好的封闭性将整个主缆和锁夹形成密闭整体,代替传统主缆防护的密封胶,满足主缆除湿系统要求,确保主缆与桥梁同寿命。
行业意义:为桥梁安全设立新标准

此次应用不仅为洞庭溪大桥提供可靠保护,更推动行业技术进步:
- 填补技术空白:首次实现主缆在复杂受力状态下的长效防火,为大跨径悬索桥抗火设计提供新范式。
- 提升安全标准:推动桥梁抗火从“结构保护”向“生命线系统防护”深化,降低全生命周期风险。
- 拓展应用场景:该涂料适配多种基材与复杂结构(如吊索、钢桁架等),具备行业推广潜力。
此次创新应用彰显了我国桥梁防护技术的前瞻性,为未来重大桥梁工程安全建设提供了重要技术支撑。