开放式喷砂处理使用压缩空气将磨料从喷砂机中喷射出去,在需要清理的表面形成巨大的冲击力,除去锈、氧化皮和其它杂质等。
抛丸流水线有两种形式,一种是仅用于抛丸除锈,然后钢材用吊车吊运到专门的喷涂地点进行涂装施工。另一种为抛丸和喷漆一体化的流水线作业,抛丸结束后,立即转入喷漆,再通过烘干后,将喷涂完毕的钢材吊运到堆场。这种流水线作业,常用于钢板的车间预处理和车间底漆的施工,和不太复杂的钢结构和快干型底漆的施工。
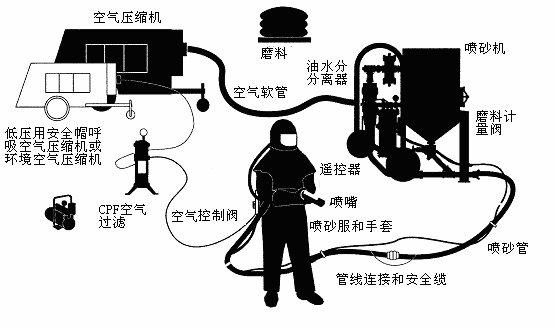
喷砂系统的基本构成如下:
- GB 8923-88
GB8923-88是我国的国家标准,等效采用于ISO8501-1:1988。
- ISO 8501:1988
ISO8501则是现在普遍采用的国际标准,它建立于瑞典标准SIS 055900的基础之上,并且取代之,标准中的照片和定义、描述得到了最大程度的保留。
- SIS 055900:1967
瑞典标准SIS 05 5900 1967,该标准最早由瑞典腐蚀研究所、美国测试和材料协会(ASTM)和钢结构涂装协会(SSPC)联合制定,是表面处理中影响最大的标准。现在已经与ISO 8501相合并。
- SSPC/NACE
SSPC/NACE是北美地区使用的主要标准,并且随着NACE在全球推广涂装检查培训认证,以及很多钢结构设计机构也使用这一标准,因此我们在中国也经常会遇到并使用SSPC/NACE标准。
- JSRA SPSS
日本造船研究协会制订的标准,主要适用于二次表面处理,同时也包括了钢材在车间底漆处理前的一次表面处理标准。


空气压缩机
压缩空气必须无污染物,包括油和水。
首先,由于进行喷砂操作时,需要供气式呼吸设备,呼吸的空气必须清洁和纯净是极其重要的,这是对喷砂工人健康的负责。
其次,为了保证喷砂清理操作不会给正在清理的表面增加污染物,所以喷砂空气的清洁也重要。
压缩空气是喷砂机,油漆喷涂设备,动力工具的常用能源。为了产生一定量的压缩空气,必须使用压缩机。通常压缩机由柴油马达驱动(固定车间常用电动压缩机),吸入空气进行加压,送入压力容器中直至被设备所使用。
压缩机的容量决定在其工作压力下能够输送空气的量。对于喷砂清理,采用大容量的压缩机在低于其最高水平的状况下工作较好,而不是采用较小的压缩机,在其最高水平或接近最高水平的状况下工作。所选择的压缩机应能提供比所需要的更多的空气,以允许保守容量供高峰时期或其他设备使用。
喷砂清理使用7/16 英寸直径的喷嘴,一个喷砂罐操作,一般建议所用压缩机的最小容量为350立方英尺/分钟(9,900公升/分钟)。如果持续使用,应选择容量较大的压缩机,可为600立方英尺/分钟(17,000公升/分钟),这样可以较少过度使用而效率较高。
油水分离器
在喷砂清理过程中,不能对表面清洁度有污染影响。表面清洁度的降低是由油蒸汽,或从压缩机出来的空气所携带的液滴,或高压空气夹带的潮气,或喷砂清理中产生的灰尘残留物造成的。可以采取措施来保证供应不含油和潮气的空气。
在空气管路中需安装合适的油水放泄弯管,后冷却器和过滤器。大多数油水放泄弯管都用部分开启状态的排放栓操作,使聚集的潮气分散。
空气压缩软管
这种软管将空气从压缩机运送至磨料喷砂装置。一般说来,空气管越大越好,建议内径不要小于1.25 英寸。建议尺寸应为喷嘴孔径的3-4 倍。软管长于100 英尺,则内径应为喷嘴孔径的4 倍。由于摩擦原因,管子大可消除通过空气软管的空气压力的损失。
喷砂机
按磨料在喷砂软管内的流动方式,喷砂机分为吸送式和压送式两大类。压送式喷砂机是最为常用的清理机械。
压送式喷砂机包括砂缸、空气软管和接头、喷砂软管和接头、喷嘴、阀件、控制器件等。最初的压送式喷砂机都是由人工控制的,即喷丸机的工作状态( 停机或关机)必须由喷丸人员以外的人员控制。
喷嘴衬里材料
这里所说的喷嘴衬里材料是指与磨料接触的区域。该材料必须坚固耐用,能抵抗不可避免的摩擦。使用一般铸铁喷嘴由于其迅速磨大可能会带来麻烦。
使用特殊耐磨合金,碳化钨或陶瓷制成的喷嘴,可使喷砂处理效率更高。虽然最初费用较高,但在实际使用中,这些喷嘴更为经济。
喷嘴的衬里材料性能比较
| 碳化钨 | 具有这种材料衬里的喷嘴其寿命为300小时;但这种喷嘴用于氧化铝或硅磨料时,估计寿命将缩短。 |
|---|---|
| 碳化硅 | 碳化硅喷嘴的重量比碳化钨喷嘴轻42%,易于长时间举起。采用可靠的磨料,碳化硅喷嘴的可耐时间长达500小时,比碳化钨长50%至60% 。 |
| 碳化硼 | 最耐磨的衬里,寿命可达750小时至1,000小时,可用于所有磨料。虽然碳化硼喷嘴的价格比硅和钨高二至三倍,但他们的寿命使其价格仍有所值。 |
不同喷嘴材料和不同磨料的使用寿命(小时)
| 喷嘴材料 | 钢砂/丸 | 石英砂 | 氧化铝 |
|---|---|---|---|
| 碳化钨 | 500-800 | 300-400 | 20-40 |
| 碳化硅 | 500-800 | 300-400 | 50-100 |
| 碳化硼 | 1500-2500 | 750-1500 | 200-1000 |